Оформление технологической операции |
  
|
Оформление технологической операции |
|
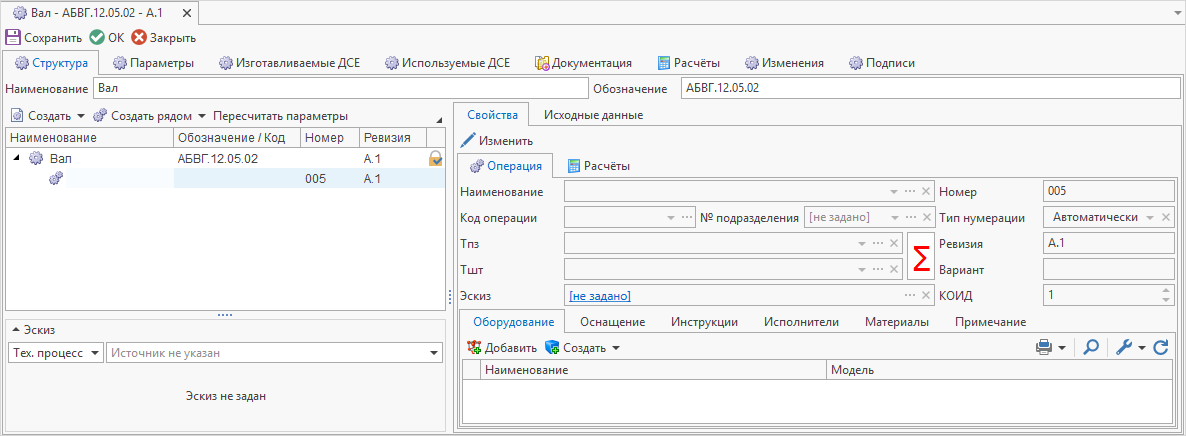
1.Чтобы приступить к оформлению технологической операции, необходимо выделить её и нажать на кнопку  .
.
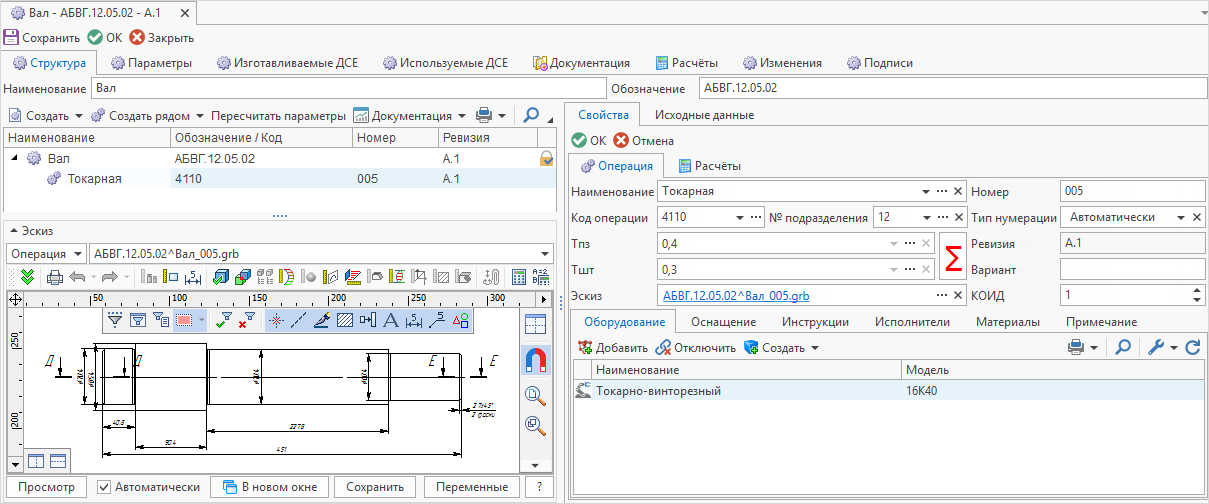
2.Для оформления данных технологической операции следует заполнить следующие поля:
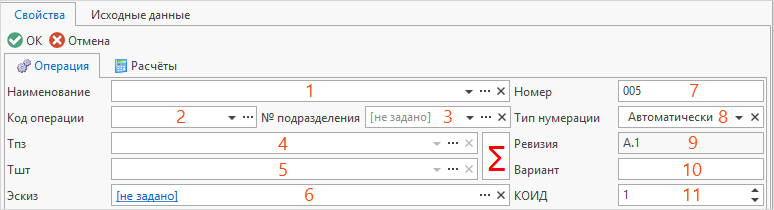
1.Наименование – наименование операции (например, токарная, фрезерная, слесарная). Текстовое поле допускает выбор параметра из справочника "Типы технологических операций".
2.Код операции – уникальный код операции, состоящий из четырёх цифр. Первые две устанавливают вид технологического процесса по методу выполнения, последние две – наименование операции. Если наименование операции соответствует "Классификатору технологических операций машиностроения и приборостроения", то поле Код операции будет заполнено автоматически. Аналогично при заполнении поля Код операции поле Наименование заполнится автоматически. Текстовое поле допускает выбор параметра из справочника "Типы технологических операций".
3.№ подразделения – номер подразделения (цеха, участка, рабочего места, рабочего центра и т.д.), в котором подразумевается выполнение данной операции. Текстовое поле допускает выбор параметра из справочника "Группы и пользователи", который должен содержать структуру производственных подразделений.
4.Тпз – подготовительно-заключительное время, затрачиваемое на подготовку исполнителя или исполнителей и средств технологического оснащения к выполнению технологической операции и приведению последних в порядок после окончания смены и (или) выполнения этой операции для партии предметов труда. Допускает выбор единицы измерения из справочника "Единицы измерения".
5.Тшт – штучное время, равное отношению цикла технологической операции к числу одновременно изготовляемых или ремонтируемых изделий. Штучное время возможно получить путём суммирования основного и вспомогательного времени технологических переходов нажатием на кнопку  .
.
6.Существует возможность добавить эскиз к операции. Для этого необходимо нажать в поле Эскиз и выбрать требуемый файл из справочника "Файлы". Система позволяет использовать эскизы в формате GRB или в любом формате растрового изображения.
7.Номер операции – номера операций в автоматическом режиме присваиваются согласно хронологическому порядку, начиная с 005, с интервалом в 5. Шаг нумерации операций может настроить администратор системы T‑FLEX DOCs в справочнике "Глобальные параметры" (параметр OperationInterval).
8.Тип нумерации – позволяет выбрать тип нумерации. Может принимать значения: "Автоматически", "Вручную", "Без номера". По умолчанию поле Тип нумерации принимает значение "Автоматически". При переводе операции на стадию "Хранение" тип нумерации принимает значение "Вручную" с тем, чтобы в утверждённой документации нумерация произвольно не изменялась. Тип нумерации "Без номера" используется для объектов, выводимых в отчёты, но не являющихся операциями, например, текстовых пояснений, предупреждений по технике безопасности и т.п.
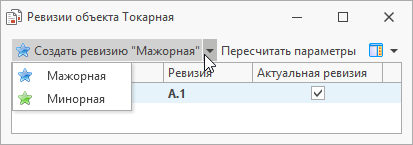
9.Ревизия – системный параметр, значением которого является обозначение ревизии технологической операции. Ревизия – это копия объекта, имеющая логическую связь с исходным объектом. При этом различные ревизии одного и того же объекта могут использоваться независимо друг от друга. Механизм ревизий находит применение при длительном проектировании сложных изделий и при последующей их модификации. Он даёт возможность внести изменения в объект, не затрагивая его существующую версию. Обозначение присваивается ревизии автоматически при её создании. Для создания новой ревизии технологической операции необходимо выбрать операцию и вызвать команду контекстного меню Дополнительно > Ревизии.
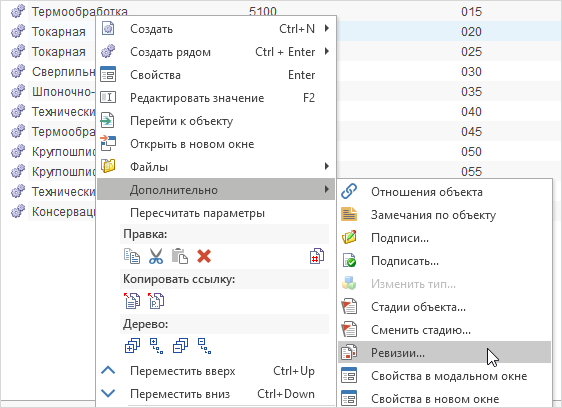
В открывшемся окне нажать на кнопку  .
.
10.Вариант – параметр, который позволяет создавать в технологическом процессе варианты операций, например, альтернативные операции без учёта применяемости и опций. Операции с заполненным параметром "Вариант" не выводятся в комплект технологической документации.
11.КОИД – количество одновременно обрабатываемых деталей при выполнении данной операции.
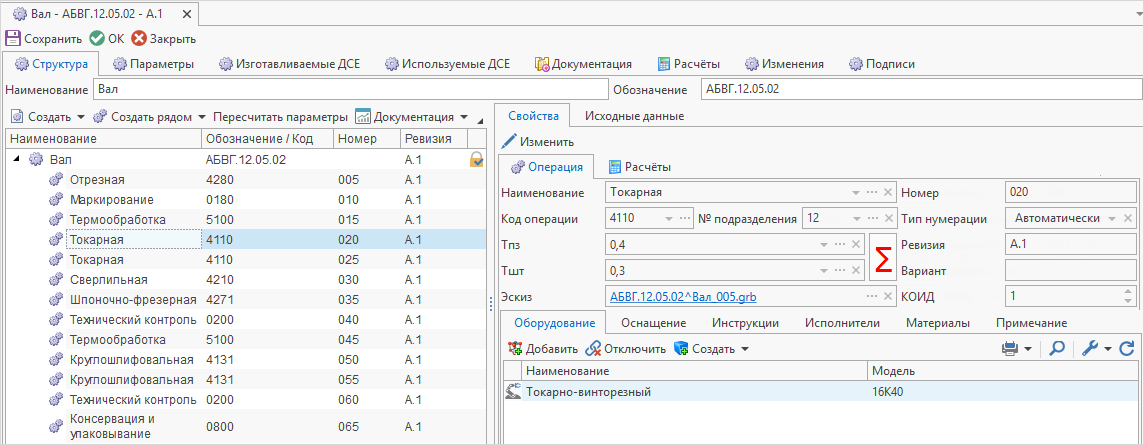
3.На вкладке Оборудование можно добавить оборудование нажатием на кнопку  . Оборудование выбирается из справочника "Каталог оборудования". Система позволяет создать оборудование, если его нет в справочнике. Для этого необходимо нажать на кнопку
. Оборудование выбирается из справочника "Каталог оборудования". Система позволяет создать оборудование, если его нет в справочнике. Для этого необходимо нажать на кнопку  . Создание, редактирование или удаление оборудования в каталоге для пользователей может быть ограничено настройками доступов.
. Создание, редактирование или удаление оборудования в каталоге для пользователей может быть ограничено настройками доступов.

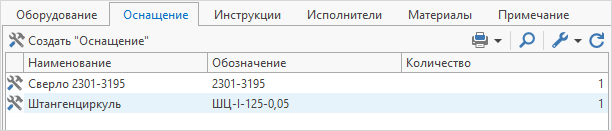
4.На вкладке Оснащение можно добавить средства технологического оснащения операции. Для того, чтобы добавить оснащение, необходимо нажать на кнопку  . Оснащение подбирается из справочника "Каталог оснащения". Создание, редактирование или удаление оснащения в каталоге для пользователей может быть ограничено настройками доступов.
. Оснащение подбирается из справочника "Каталог оснащения". Создание, редактирование или удаление оснащения в каталоге для пользователей может быть ограничено настройками доступов.
5.На вкладке Инструкции можно добавить различные инструкции, необходимые при выполнении данной технологической операции (инструкции по охране труда, технологические инструкции и др.). Для этого нужно нажать на кнопку  . Инструкции добавляются из справочника "Инструкции". Система позволяет создать инструкцию, если её нет в справочнике. Для этого необходимо нажать на кнопку
. Инструкции добавляются из справочника "Инструкции". Система позволяет создать инструкцию, если её нет в справочнике. Для этого необходимо нажать на кнопку  . Создание, редактирование или удаление инструкций в справочнике для пользователей может быть ограничено настройками доступов.
. Создание, редактирование или удаление инструкций в справочнике для пользователей может быть ограничено настройками доступов.

6.На вкладке Исполнители можно задать параметры исполнителя операции. Система позволяет добавить наименование исполнителя, разряд рабочего, количество, код профессии и т.д. Для добавления исполнителя необходимо нажать на кнопку  . Заполнение параметров "Профессия" и "Код профессии" выполняется путём подбора из справочника "Профессии".
. Заполнение параметров "Профессия" и "Код профессии" выполняется путём подбора из справочника "Профессии".

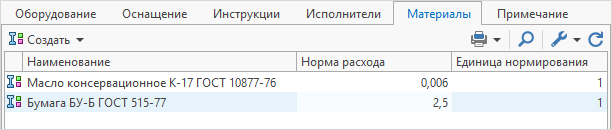
7.На вкладке Материалы можно задать вспомогательные материалы, которые используются при выполнении операции, с указанием их норм расхода. Для того, чтобы добавить материал, необходимо нажать на кнопку  . Материалы добавляются путём подбора из справочника "Материалы".
. Материалы добавляются путём подбора из справочника "Материалы".
8.Для сохранения введённых в технологическую операцию данных необходимо нажать на кнопку  .
.
9.Добавить требуемое количество операций в технологический процесс, повторяя пункты 1 – 8.